How Do Foundries Calculate the True Cost of Rejection?
By Nevil Darukhanawala | Series: Forging & Casting Week
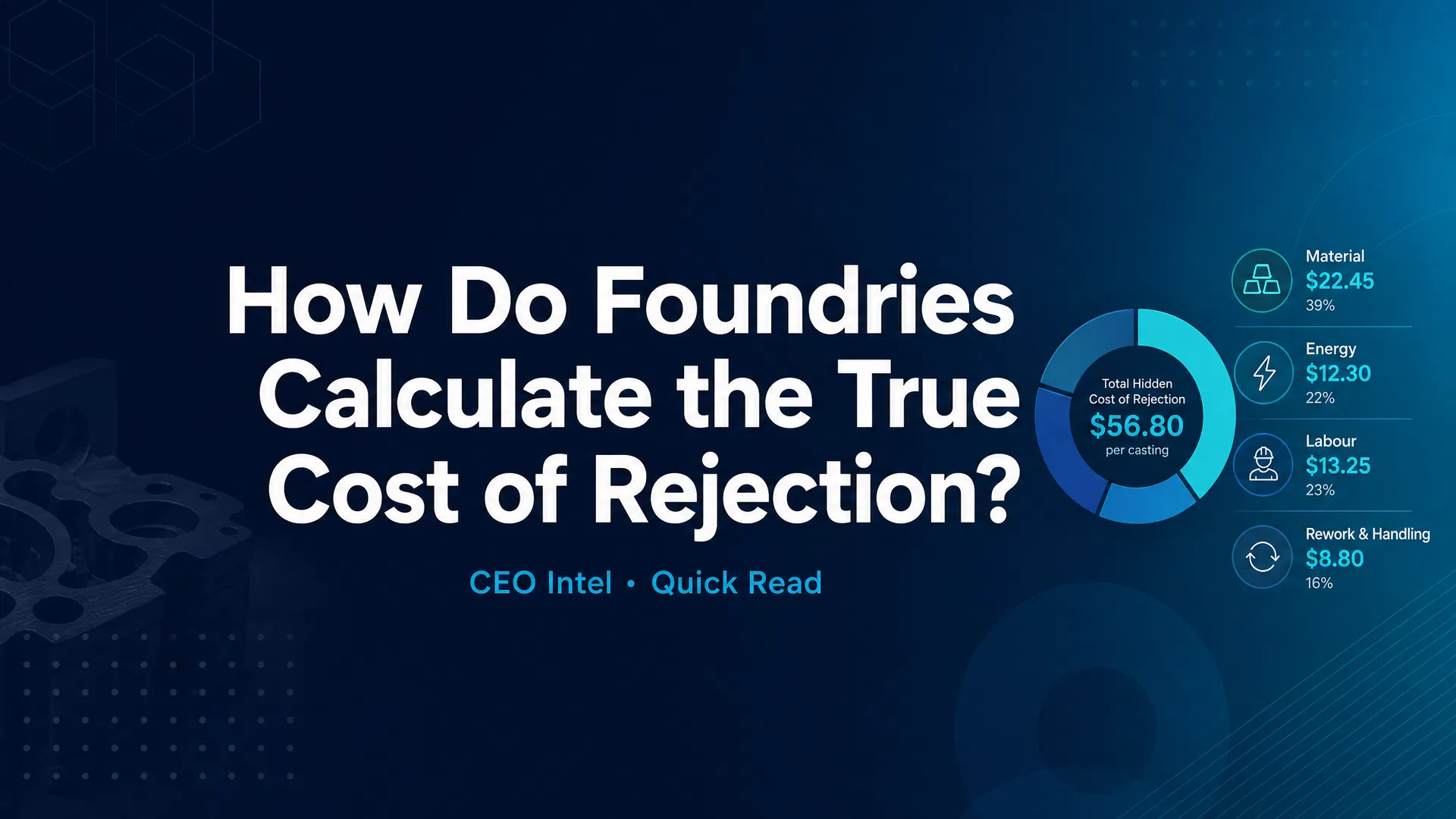
Foundries calculate the true cost of rejection by counting everything a rejected part consumes — the metal, the energy used to melt or heat it, the furnace capacity, the labour, die and tooling wear, inspection, and the cost of making a replacement — rather than valuing the loss only at the scrap price of the remelted metal. The true cost of rejection (often called the cost of quality) is the full, loaded cost of producing parts that cannot be sold, and it is typically several times the scrap value owners mentally assign to it.
This matters because in forging and casting the full cost of a part is committed before its quality is known, so a high rejection rate represents one of the largest hidden costs in the business.
Why scrap value badly understates the loss
When a cast or forged part is rejected, it is usually remelted, recovering some metal value. This leads many owners to treat rejection as a minor loss. But remelting recovers only a fraction of the metal value and none of the other costs already spent: the energy burned cannot be recovered, the furnace capacity used is gone, and the labour, tooling wear, and inspection are spent. On top of that, a replacement part must be made — doubling those costs. Valuing a reject at scrap price therefore ignores most of what it actually cost.
What goes into the true cost of rejection
Energy — the power and fuel used to melt or heat the rejected material, unrecoverable.
Furnace capacity — the productive time consumed making an unsellable part.
Metal loss — the difference between full material cost and scrap recovery value.
Labour, tooling, and inspection — all spent on the rejected part.
Cost of replacement — making the part again to fulfil the order.
Why the true cost is usually invisible
These cost elements are scattered across scrap records, energy bills, production logs, and quality data, and are never assembled into a single per-reject figure. So rejection is recorded as a quality statistic and a scrap weight, but its true financial cost is never calculated — leaving owners with only a vague sense of what their rejection rate is really costing.
How it is done effectively
To calculate the true cost of rejection, a foundry connects its quality, production, energy, and cost data so that each reject can be costed fully — and the total cost of quality can be seen by product, furnace, shift, and alloy. This is the kind of capability a CEO intelligence layer provides: reading across the systems that hold the data and presenting the real cost of rejection rather than a scrap-value approximation.
Knowing the true cost of rejection lets a foundry see which products and processes are most expensive in quality terms, prioritise the rejection problems that cost the most, and quote work using realistic reject costs rather than optimistic assumptions.
Part of the Forging & Casting series. See the fuller story in The Reject You Paid Full Price to Make and You Pay to Make Every Part Before You Know If It’s Good
— BODY ENDS —